En ce qui concerne le contrôle non destructif (CND) des soudures, cela comprend à la fois la détection de surface et l’inspection volumétrique. Les progrès continus de la technologie CND permettent d’améliorer la détection des défauts et le dimensionnement. Chaque technique a ses propres avantages et limites, mais dans la plupart des cas, elles peuvent être complémentaires et combinées pour fournir aux opérateurs les données les plus complètes.
Détails de l'application
Avec plus de 30 types de soudage différents et les diverses charges de combinaison de contraintes pouvant imposer, il existe plusieurs raisons pour lesquelles des défauts de soudure peuvent se produire. Parce que le soudage est responsable de l’assemblage des matériaux, l’intégrité structurelle des soudures est impérative pour les immobilisations et les infrastructures partout, y compris pour le pétrole et le gaz, la chimie, le nucléaire, l’aérospatiale, la marine et d’autres secteurs industriels.
Les types de soudures comprennent, sans s’y limiter, les éléments suivants.
- Soudures circonférentielles : typique des pipelines, vérifie l’intégrité des soudures circonférentielles aux joints des pipelines.
- Soudures bout à bout : Deux pièces métalliques d’un même plan sont jointes par des soudures bout à bout qui sont sujettes à l’inclusion de scories, à la porosité ou à la fissuration, par exemple.
- Soudures en alliage résistant à la corrosion (CRA) : courantes dans le secteur pétrolier et gazier côtier nécessitent une attention et des compétences particulières lors de la réalisation de tests par ultrasons (UT).
Soudures métalliques dissemblables (DMW) : les soudures DMW, sensibles aux fissures et à la corrosion, sont le résultat de l’assemblage de différents métaux et peuvent également être un défi pour l’UT, sans l’équipement et la procédure appropriés.
Soudage par résistance électrique (ERW) : les processus de soudage ERW comprennent des soudures par points et des soudures à joint long pour la fusion des surfaces de contact.
Les soudures par points sont principalement utilisées pour assembler plusieurs tôles en appliquant de la pression et de la chaleur sur la zone de soudure, généralement dans les secteurs de l’automobile et de la fabrication de tôles.
Les coutures longues sont exactement ce à quoi elles ressemblent et nécessitent généralement une méthode d’inspection NDT volumétrique.
Soudures par friction (FSW) : les FSW sont le résultat d’un processus d’assemblage à l’état solide qui utilise un outil non consommable pour combiner deux pièces en regard, les mieux qualifiées avec des tests par courants de Foucault, des tests par ultrasons ou une combinaison des deux méthodes.
Ce sont les défauts de soudure les plus courants.
Fissures de soudure
Les fissures de soudure sont le défaut de soudage le plus critique.
- Craquelures à chaud : également connues sous le nom de brièveté à chaud, fissuration à chaud, fissuration par solidification et fissuration par liquation, les fissures à chaud se produisent généralement pendant le processus de soudage ou le processus de cristallisation du joint de soudure.
- Fissures froides : appelées fissures spontanées, les fissures froides se produisent généralement une fois la solidification terminée dans le processus de soudage, se produisant à la fois dans les soudures bout à bout et dans les soudures d’angle.
- Fissures du cratère : se formant généralement près de la fin de la soudure, les fissures du cratère apparaissent lorsqu’il n’y a pas assez de volume pour compenser le retrait du métal de soudure.
- Fissures des orteils : Également une fissure froide, les fissures des orteils peuvent être le résultat de la teneur en humidité présente dans la zone soudée.
- Fissures radiculaires : à partir de la racine, ces fissures longitudinales s’étendent en partie dans la soudure en raison de contraintes de retrait élevées.
- Fissures de la zone affectée par la chaleur (HAZ) : les fissures HAZ sont situées dans la zone entre la soudure et la base, matériau d’origine. Ils peuvent être parallèles à la soudure ou orientés vers le cordon de soudure.
Manque de fusion
Un manque de fusion (LoF) ou une fusion incomplète se produit lorsqu’il n’y a pas de fusion appropriée entre le métal de soudure et le métal de base, ou entre les cordons de soudure adjacents. L’écart dans le joint affaiblit la soudure.
Manque de pénétration
Le manque de pénétration (LoP) se produit lorsque le métal d’apport ne remplit pas complètement l’épaisseur du joint. Cela se produit parfois lorsqu’il y a trop d’espace entre le métal à souder.
Inclusion de scories
Le laitier est un sous-produit vitreux de certains types de soudage. L’inclusion de scories est un défaut de soudure qui se produit lorsque le matériau de protection utilisé lors du soudage fond dans la soudure ou sur la surface de la zone de soudure.
Porosité
La porosité se développe avec la présence de soudures remplies de bulles, résultant de la contamination métallique et des gaz piégés. Cela produit généralement une soudure plus faible susceptible de s’effondrer.
En ce qui concerne le contrôle non destructif (CND) des soudures, cela comprend à la fois la détection de surface et l’inspection volumétrique. Les progrès continus de la technologie CND permettent d’améliorer la détection des défauts et le dimensionnement. Chaque technique a ses propres avantages et limites, mais dans la plupart des cas, elles peuvent être complémentaires et combinées pour fournir aux opérateurs les données les plus complètes.
Inspection de surface de soudure
Le réseau de courants de Foucault (ECA), le réseau de courants de Foucault tangentiel (TECA™) et la mesure de champ de courant alternatif (ACFM®) sont les méthodes préférées pour l’inspection des défauts de surface de soudure. Le matériau, les exigences et l’environnement de travail où l’inspection est requise aident à dicter quand utiliser chaque méthode.
Pour l’inspection des soudures d’acier au carbone, un outil fiable est les sondes Sharck™ à réseau de courants de Foucault (TECA) d’Eddyfi Technologies. TECA utilise la technologie ECA pour introduire des courants tangentiels à la surface de la soudure testée pour détecter et dimensionner les fissures de rupture de surface. Les sondes de soudure en bout et en filet Sharck permettent une inspection rapide des fissures sans préparation de surface approfondie, ce qui facilite la détection et la taille des fissures de soudure en acier au carbone. Le meilleur système CND électromagnétique portable pour une évaluation rapide des fissures, l’Eddyfi Reddy® permet l’inspection des soudures, balayant simultanément le capuchon de soudure, la zone des orteils et la zone affectée par la chaleur pour les fissures longitudinales et transversales sans retrait de peinture ou de revêtement. Pour les soudures en acier inoxydable et autres joints non ferreux, l’ECA est une technique idéale. Les sondes ECA rembourrées, par exemple, s’adaptent aux variations de géométrie dans presque toutes les directions, ce qui les rend parfaites pour examiner les cordons de soudure, les transitions et les HAZ.

Pour l’inspection des soudures sous-marines et côtières, ACFM — une technique d’inspection électromagnétique qui introduit un courant alternatif dans la surface d’une soudure pour détecter les fissures de rupture de surface — offre une solution éprouvée et pratique. Le TSC Amigo 2 a été spécialement conçu pour la détection des fissures de rupture en surface dans des environnements sous-marins et côtiers. Le dimensionnement et l’enregistrement immédiats des défauts sont un avantage majeur et des performances optimales lors de l’inspection des soudures structurelles sous-marines. L’Amigo2 est conçu autour d’un système d’acquisition et de traitement de signaux très avancé capable de traiter rapidement les données avec des indications plus fluides et à haute résolution qui augmentent la détectabilité des petits défauts. Le système d’inspection sous-marine ACFM trouve des défauts dans les soudures structurelles des nœuds sur les vestes, les structures de plaques soudées, en effectuant l’inspection des soudures avec des sondes matricielles standard et à passage unique, à travers des revêtements épais et dans la zone d’éclaboussures.

Inspection volumétrique de soudure
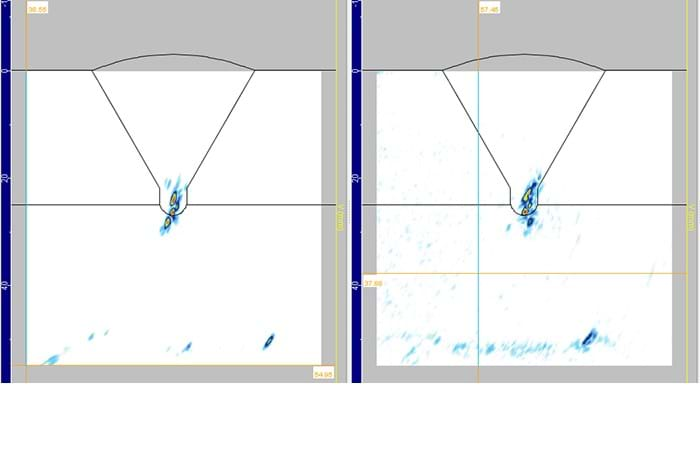
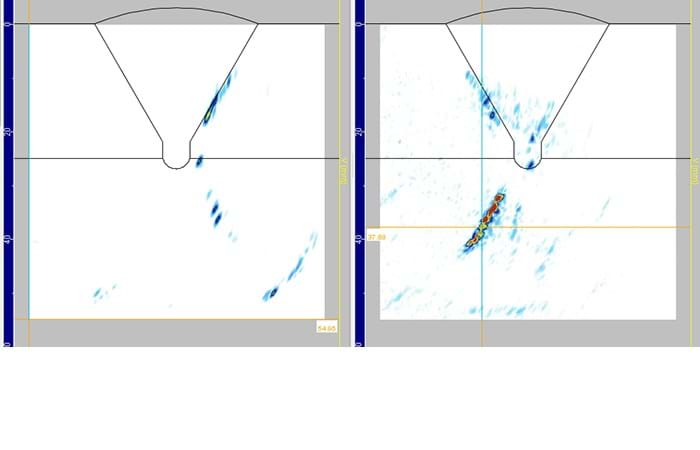
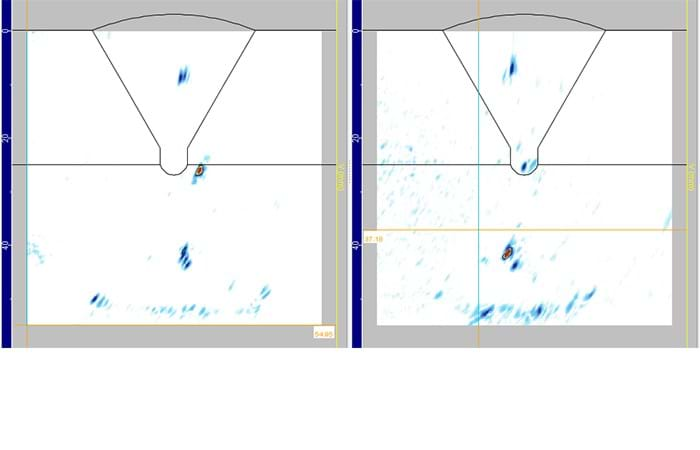
L’essai par ultrasons multiéléments (PAUT) en combinaison avec la méthode de mise au point totale (TFM) est optimal pour l’inspection volumétrique des soudures, parfois en combinaison avec la diffraction du temps de vol (TOFD).
Les M2M Gekko® et M2M Mantis™ sont des détecteurs de défauts PAUT portables qui intègrent TFM et TOFD. Grâce à l’interface conviviale, Capture™, les inspecteurs peuvent rapidement configurer les unités Gekko et Mantis, scanner et analyser les données collectées en toute confiance. La capture simplifie la numérisation à l’aide de TFM et PAUT, rationalisant l’analyse des données TFM pour surmonter les limites de chaque technique. Les procédures d’inspection des soudures multigroupes sont entièrement couvertes. Les soudures épaisses et les soudures CRA ou en acier inoxydable bénéficient d’une ouverture de 128 éléments. Une solution dédiée à la géométrie complexe pour les soudures d’angle dans les assemblages Y et T fournit un affichage en temps réel de l’inspection des soudures. La bibliothèque intégrée de préparations de soudure permet une meilleure inspection des soudures de pétrole et de gaz, une inspection de soudure épaisse de génération d’énergie, une inspection de soudure de matériaux différents, une inspection de soudure laser automobile et ferroviaire et une inspection de soudure par points.
Les méthodes d’inspection de surface et volumétrique sont complémentaires pour une évaluation complète des défauts de soudure. Eddyfi Technologies propose des solutions d’inspection des soudures pour détecter la variété des défauts dans de nombreux types de soudures différents.
