Inspecting In-Service Storage Tank Annular Rings for Corrosion
Ask an expertAs its name implies atmospheric storage tanks contain liquids at atmospheric pressure. The outer edge at the base of this type of tanks is notoriously difficult to shelter from the elements, exposing this critical area to corrosion and, if left unchecked, leaks and unforeseen tank failures.
The Challenge
Inspecting under the outer edge at the base of above ground storage tanks for corrosion while they are in service.
Considering the numerous codes and health & safety rules regulating atmospheric storage tanks, it is essential to find and monitor thinning in the floor along the edge of the tank (annular ring) to avoid leaks and potentially catastrophic tank floor ruptures.
Assessing the integrity of annular rings can be performed from the interior or the exterior of the tank. For the obvious reason that the tank must be taken out of service (emptied, cleaned), internal inspections are very costly and time consuming.
Performing this assessment from outside the tank requires access to the annular ring. Storage tanks can rest on various foundation materials including soil, asphalt, and concrete. If the foundation material is soft, the floor of an atmospheric storage tank can sag, if only slightly, unevenly creating gaps between its base and annular ring. This exposes the edge of the tank floor to the elements, which leads to corrosion, therefore wall loss, and compromises tank integrity. Sagging, however, offers an opportunity for inspection. On more solid foundations, inspecting annular rings usually implies creating a certain number of access points around the base of the tank.
Inspecting an annular ring from the exterior of a storage tank is not possible with ultrasounds (UT), as they require thoroughly removing all corrosion products, which is not safely achievable. Other in-service inspection methods, such as acoustic emission, only offer rough wall-loss indications and are difficult to analyze.
The Solution
Easy-to-use, shielded pulsed eddy current solution reaching under tank floor edges to scan for corrosion.
Pulsed Eddy Currents (PEC) are perfectly suited to tackle this challenge. PEC is an advanced electromagnetic inspection technology used to detect wall loss such as corrosion and tank thinning in ferrous materials.
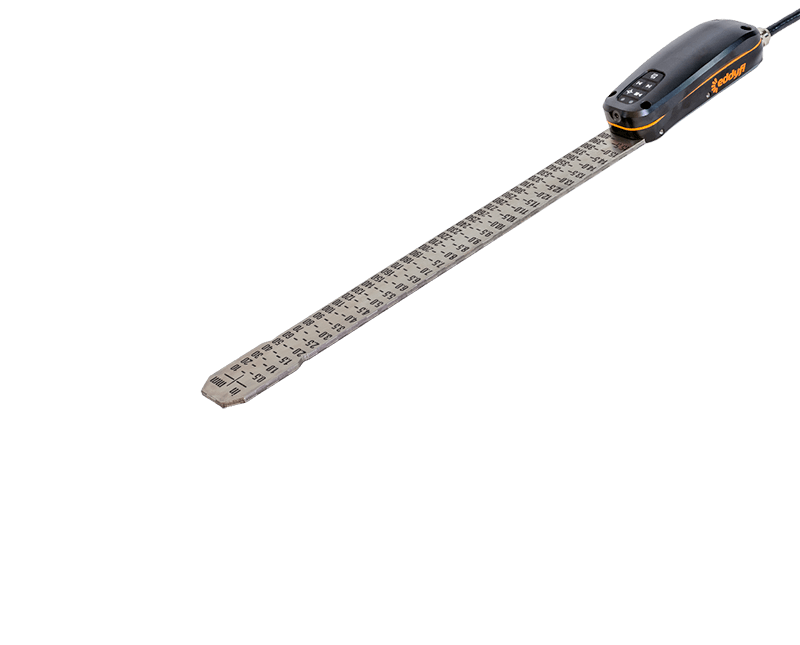
The Eddyfi® Lyft® PEC solution offers an excellent way to inspect for wall loss in atmospheric storage tank annular rings without taking them offline. It is a threepart solution: tank floor probe, Lyft instrument, and state-of-the-art software.
The tank floor probe is specifically designed for this type of inspection. With its super-thin 4.8 mm (0.2 in) titanium blade, and liftoff tolerance up to 13 mm (0.5 in), the probe can slide up to 400 mm (16 in) under a tank floor’s edge, enabling it to assess the remaining wall thickness of this critical region exposed to corrosion.
The probe also has built-in remote controls and status LEDs, which allows one operator to perform the inspection. Furthermore, the tank floor probe’s underside is magnetically shielded, maximizing sensitivity for optimal component analysis and protection against signal distortion from potential ferromagnetic structures. Finally, the probe’s titanium blade is designed to withstand the harshest field conditions.
The Lyft instrument is sealed and designed for IP65. Its magnesium alloy casing is tough, water and dust resistant, and cools without any external air exchange. The adjustable stand, the top handle, and four corner anchor points make it practical for on-site inspections.
Through SmartPULSE™ technology, Lyft’s software features automation and advanced algorithms removing operator-specific dependence. SmartPULSE automatically optimizes pulser and receiver parameters (gain, duration, time gates, filters, etc.). It also optimizes Wall Thickness (WT) measurements, which ensures the best performance and repeatability, while limiting the need for advanced knowledge of PEC.
In the example below, Lyft was able to detect thinning caused by corrosion under the tank wall: gradual wall loss 6.5 mm (0.26 in) deep, 50.8 mm (2 in) wide, 190.5 mm (7.5 in) long, 50.8 mm (2 in) from the edge of the tank floor (left-hand indication in C-scan). It was also able to detect wall loss 1.9 mm (0.075 in) deep, 76.2 mm (3 in) in diameter, 76.2 mm (3 in) from the edge of the tank floor (right-hand indication in C-scan).
Learn moreBenefits
- Easy deployment, in-service inspection of storage tank floor edges yielding quantitative results without surface preparation.
The solution offers a number of benefits:
No surface preparation
Unlike other inspection techniques, PEC does not require any preparation of the surface under test, making it faster and more cost effective.
In-service inspection
PEC technology is designed to be used with air, soil, water, concrete, asphalt, and corrosion product between the sensor and the surface under test, enabling it to perform inspections in service.
Intuitive, quantitative data
A and C-scan imaging, as well as other tools included in the Lyft software enable quantifying wall loss.
Lesser operator dependence
Lyft automatically optimizes parameters and measurements, ensuring repeatability and performance.
Easy deployment
The entire solution is portable, light, compact, and quick to deploy for improved productivity.